As global lifestyles evolve and sustainability concepts deepen, cooler bags—once considered simple functional items—are undergoing a significant transformation into intelligent lifestyle carriers. Market research indicates a 24% annual growth rate in the premium cooler bag segment, reflecting not only consumption upgrade trends but also the dual drivers of technological innovation and green transformation in manufacturing.
Technology Leadership: Industry Leap from Basic Insulation to Smart Temperature Control
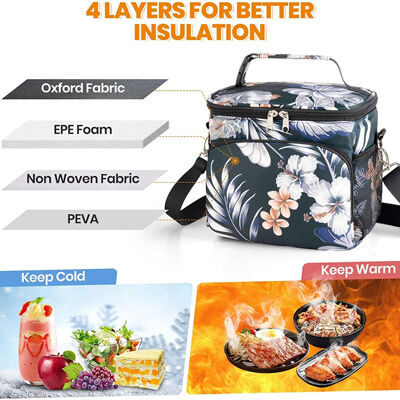
Traditional cooler bags no longer meet modern consumers' multiple demands for temperature precision, convenience, and environmental adaptability. The new generation of cooler bags integrates aerospace material technology with smart sensor systems, utilizing multi-layer composite insulation structures combined with phase change material (PCM) technology to achieve a breakthrough from conventional 4-hour to 8-12 hour temperature retention.
As a professional manufacturer with over 11 years of specialization in the packaging field, Wenzhou Zhiyou Packing has pioneered the application of medical-grade insulation materials in consumer cooler bag production, supported by BSCI, NBCU, and SGS triple certification systems. The company's 1,500-square-meter smart factory is equipped with 60+ specialized sewing machines and advanced technologies including digital printing, ultrasonic welding, and heat transfer printing, providing solid technical foundation for product innovation.
Sustainable Manufacturing: Redefining Industry Standards
Driven by both tightening global environmental regulations and growing consumer eco-consciousness, cooler bag manufacturing is undergoing green transformation. Leading enterprises have achieved comprehensive environmental upgrades from raw material sourcing to production processes:
· Adoption of RPET recycled materials—each cooler bag can recycle approximately 8 plastic bottles
· Implementation of water-based ink printing technology—reducing VOC emissions by 90%
· Lean production systems—cutting energy consumption by 35% compared to industry standards
Through establishing a vertical supply chain management system, Zhiyou Packing has reduced product carbon footprint to 60% of industry average levels. Its annual production capacity of 10 million pieces, combined with stringent quality control requirements from international brands like Disney, LEGO, and Coca-Cola, has established a replicable green manufacturing standard system.
Design Revolution: Transformation from Tool to Lifestyle Carrier
Modern cooler bag design exhibits three major trend characteristics:
1. Scenario-Based Segmentation: Developing specialized product lines for different usage scenarios including office, gym, and outdoor activities
2. Modular Design: Featuring removable liners, adjustable compartment systems, and multi-functional accessory interfaces
3. Smart Integration: Embedded functions including temperature display, UV disinfection, and location tracking
Drawing from experience serving retail giants like Walmart, MINISO, and Amazon, Zhiyou Packing has established a comprehensive market research and user needs analysis system. Its cooler bag products employ ergonomic designs that balance lightweight construction (average weight under 500g) with structural strength while meeting safety standards across China, EU, and US markets.
Manufacturing Upgrade: Digital-Enabled Precision Production
Next-generation cooler bag manufacturing demonstrates distinct technological integration features:
· Intelligent Cutting Systems: Increasing material utilization to 92%—15% higher than traditional processes
· Automated Sewing Units: Achieving 99.7% production consistency with daily capacity exceeding 30,000 pieces
· Digital Printing Technology: Supporting full-color CMYK printing with 98% color reproduction accuracy
· Quality Traceability Systems: Unique QR codes for each product enabling full lifecycle management
By implementing MES production execution systems, Zhiyou Packing has reduced production cycles by 30% and maintains order response times within 72 hours. Its strategic location near Ningbo Port (3-hour drive) and mature international logistics system provide global clients with one-stop solutions from production to delivery.
Market Insights: Evolution of Consumer Decision-Making Factors
Research data reveals five key factors modern consumers prioritize when selecting cooler bags:
1. Temperature retention performance (87% of consumers consider crucial)
2. Environmental certification labels (76% willing to pay premium)
3. Smart feature integration (65% of younger consumers value)
4. Design aesthetics (58% regard as important consideration)
5. Brand ethical values (52% influence purchasing decisions)
Industry Outlook: Future Pathways for Cooler Bag Development
Over the next three years, the cooler bag industry will develop along these trends:
· Material Innovation: Commercial application of bio-based biodegradable materials
· Smart IoT Integration: Bluetooth temperature control and APP management becoming standard for premium products
· Service Extension: Product-as-a-Service (PaaS) models transforming traditional sales approaches
· Customization Deepening: C2M models reducing personalized customization costs by 40%
Zhiyou Packing's ongoing Industry 4.0 smart factory initiative will integrate AI quality control systems, blockchain traceability platforms, and flexible production lines to achieve efficient combination of individual product customization with mass production—providing a replicable digital transformation model for the industry.
"The cooler bag industry's upgrade reflects the typical path of Chinese manufacturing's transformation from cost advantages to technological and standards advantages," observes industry expert Professor Zhang Ming. "Enterprises establish trust foundations through international certifications, enhance product value through technological innovation, and respond to global trends through green manufacturing. This multi-dimensional competitiveness construction will become the new paradigm for Chinese manufacturing."
As a packaging solution provider serving multinational corporations like Siemens and Nestlé, Zhiyou Packing's development trajectory confirms this observation. Its cooler bag products not only meet functional needs through technological innovation but also serve as important mediums connecting manufacturer and consumer value recognition through design aesthetics and cultural element integration.
As cooler bags evolve from single-function products to intelligent, eco-friendly, scenario-adaptive lifestyle carriers, manufacturers capable of integrating technological R&D, sustainable manufacturing, user insights, and design innovation will gain first-mover advantages in this value transformation process and have the opportunity to define next-generation product industry standards.
 ×
×

 Hot News
Hot News








